La fijación de la matriz anular móvil se realiza de diferentes maneras según el modelo del peletizador. La complejidad y singularidad de esta parte del peletizador reside en el diámetro limitado de la brida de montaje ya ancha bajo tensión, con las cargas en esta conexión siendo casi las más altas de toda la unidad. Cuando la matriz se ajusta de forma cilíndrica en la brida de montaje, se asegura con abrazaderas externas. Tanto la matriz como el borde de la brida de montaje tienen superficies cónicas con un ángulo de 12-15 grados. La abrazadera tiene una parte coincidente que atrae la matriz al apretar las tuercas. El ajuste cilíndrico soporta la carga principal, mientras que la abrazadera solo mantiene las partes en posición y generalmente no puede soportar cargas significativas de los rodillos.
La fijación de la matriz anular móvil se realiza de diferentes maneras según el modelo del peletizador. La complejidad y singularidad de esta parte del peletizador reside en el diámetro limitado de la brida de montaje ya ancha bajo tensión, con las cargas en esta conexión siendo casi las más altas de toda la unidad. Cuando la matriz se ajusta de forma cilíndrica en la brida de montaje, se asegura con abrazaderas externas. Tanto la matriz como el borde de la brida de montaje tienen superficies cónicas con un ángulo de 12-15 grados. La abrazadera tiene una parte coincidente que atrae la matriz al apretar las tuercas. El ajuste cilíndrico soporta la carga principal, mientras que la abrazadera solo mantiene las partes en posición y generalmente no puede soportar cargas significativas de los rodillos.
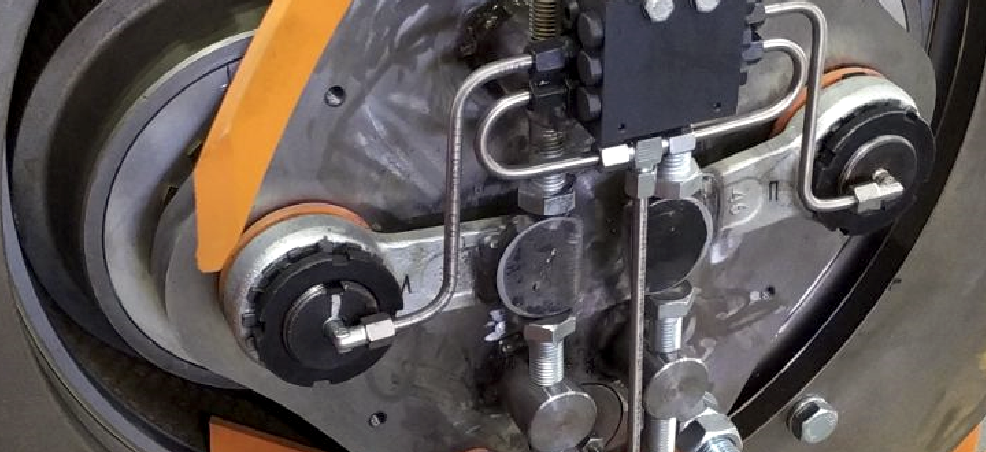
 Existen dos tipos de abrazaderas: anulares con fijación tangencial y segmentadas con pernos radiales. Las abrazaderas anulares constan de dos o tres partes y se aprietan juntas con dos o tres tornillos. Esta es la opción más débil, y estas abrazaderas son consumibles, durando para 3-5 reemplazos de matrices. Las abrazaderas segmentadas se aprietan con pernos individuales y son más confiables. Esta opción toma parte de la carga, reduciendo significativamente el desgaste de la brida de montaje, que es casi la parte más cara del peletizador. En algunos peletizadores americanos, cada segmento se fija con tres pernos: uno en el medio tiene una rosca trapezoidal para máxima fuerza de encaje, y otros dos fijan el segmento, evitando micromovimientos y desgaste por micropitting. En la foto a la derecha, la matriz está asegurada con abrazaderas segmentadas en un GRACH-480, y los pernos M20 no endurecidos son suficientes para deformar la matriz si se aprietan en exceso las tuercas.
Existen dos tipos de abrazaderas: anulares con fijación tangencial y segmentadas con pernos radiales. Las abrazaderas anulares constan de dos o tres partes y se aprietan juntas con dos o tres tornillos. Esta es la opción más débil, y estas abrazaderas son consumibles, durando para 3-5 reemplazos de matrices. Las abrazaderas segmentadas se aprietan con pernos individuales y son más confiables. Esta opción toma parte de la carga, reduciendo significativamente el desgaste de la brida de montaje, que es casi la parte más cara del peletizador. En algunos peletizadores americanos, cada segmento se fija con tres pernos: uno en el medio tiene una rosca trapezoidal para máxima fuerza de encaje, y otros dos fijan el segmento, evitando micromovimientos y desgaste por micropitting. En la foto a la derecha, la matriz está asegurada con abrazaderas segmentadas en un GRACH-480, y los pernos M20 no endurecidos son suficientes para deformar la matriz si se aprietan en exceso las tuercas.
Cuando de repente se suministra materia prima húmeda y fría a una matriz sobrecalentada, puede enfriarse a 20-30°C (68-86°F), mientras que la brida de montaje se mantiene alrededor de 100°C (212°F). El enfriamiento de la matriz lleva a una reducción en su diámetro de 0.2-0.3mm (0.008-0.012 pulgadas), resultando en holgura en las conexiones, y se escucha al golpear la chaveta de la matriz con cada rotación. Esto lleva al desgaste rápido de los diámetros de ajuste e incluso a la rotura de la chaveta. Incluso una matriz nueva puede agrietarse bajo tal holgura, causando pérdidas inesperadas. La manera más sencilla para evitar este problema es hacer el ajuste con una interferencia de 0.2mm (0.008 pulgadas) para que al enfriarse la matriz no aparezca holgura en la brida de montaje. Para instalar la matriz, se debe calentar la brida de montaje a 80-90°C (176-194°F), aproximadamente 70°C (158°F) más que la temperatura de la matriz. El reemplazo es más simple: se calienta el peletizador a las temperaturas operativas con la matriz vieja, se retira la matriz vieja, y de inmediato se instala una matriz nueva y fría en la brida caliente. La extracción de la matriz es relativamente simple usando dos cuñas opuestas en la ranura de chaveta libre.
 Luchar contra los efectos de las fluctuaciones de temperatura se facilita con un ajuste cónico de la matriz. La matriz se inserta en el cono de la brida de montaje con pernos, y su perpendicularidad al eje se controla con un indicador micrométrico. El proceso de instalación puede llevar hasta 2 horas, pero es una opción más indulgente y predecible. La extracción se realiza presionando a través de agujeros especiales en la brida de montaje. Estas matrices se fabrican generalmente simétricas, por lo que el ajuste del anillo de refuerzo en la parte delantera se realiza de la misma manera. Además, con el desgaste desigual de las filas cercanas y lejanas, la matriz se puede voltear con cada reemplazo de rodillos sin procedimientos de nivelación y restauración de la vía.
Luchar contra los efectos de las fluctuaciones de temperatura se facilita con un ajuste cónico de la matriz. La matriz se inserta en el cono de la brida de montaje con pernos, y su perpendicularidad al eje se controla con un indicador micrométrico. El proceso de instalación puede llevar hasta 2 horas, pero es una opción más indulgente y predecible. La extracción se realiza presionando a través de agujeros especiales en la brida de montaje. Estas matrices se fabrican generalmente simétricas, por lo que el ajuste del anillo de refuerzo en la parte delantera se realiza de la misma manera. Además, con el desgaste desigual de las filas cercanas y lejanas, la matriz se puede voltear con cada reemplazo de rodillos sin procedimientos de nivelación y restauración de la vía.
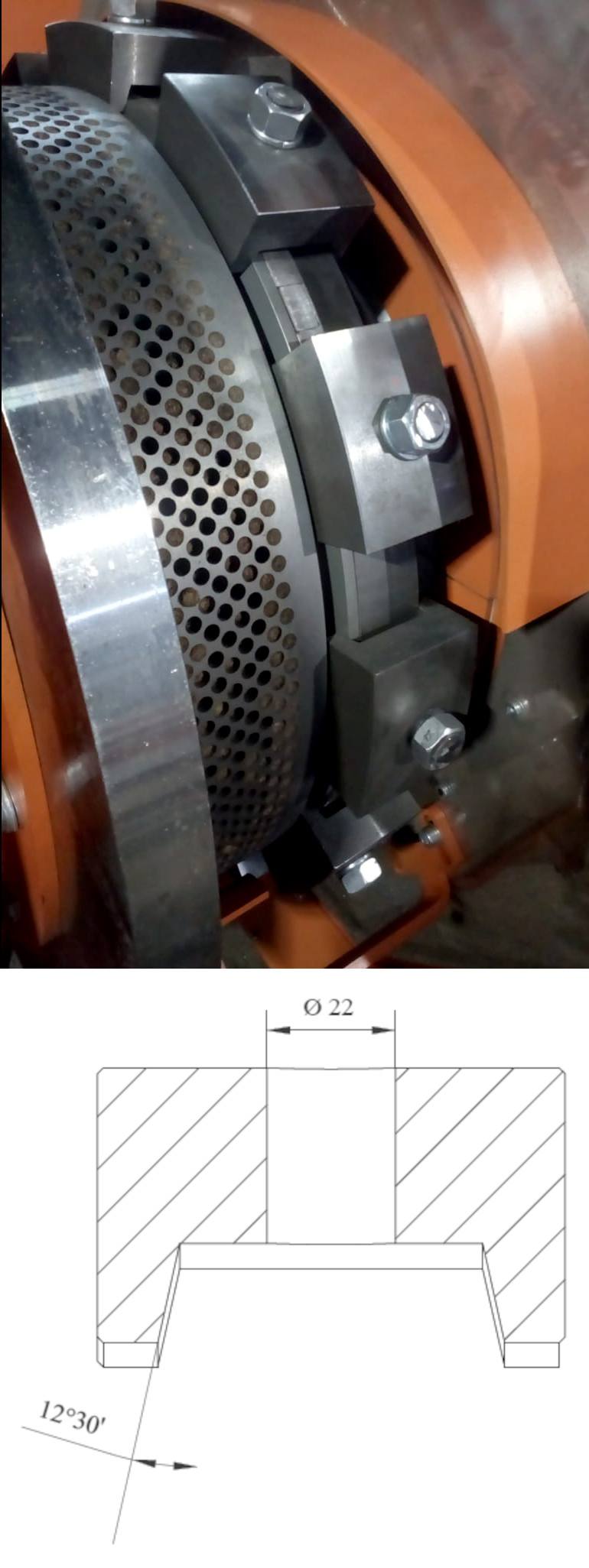
 A veces, estos métodos se combinan usando una matriz con un ajuste cilíndrico y un ajuste cónico en la placa de montaje. Entre ellos se inserta un anillo con una sección transversal en forma de trapezoide rectangular. Este anillo es un consumible que protege el costoso eje del desgaste.
A veces, estos métodos se combinan usando una matriz con un ajuste cilíndrico y un ajuste cónico en la placa de montaje. Entre ellos se inserta un anillo con una sección transversal en forma de trapezoide rectangular. Este anillo es un consumible que protege el costoso eje del desgaste.
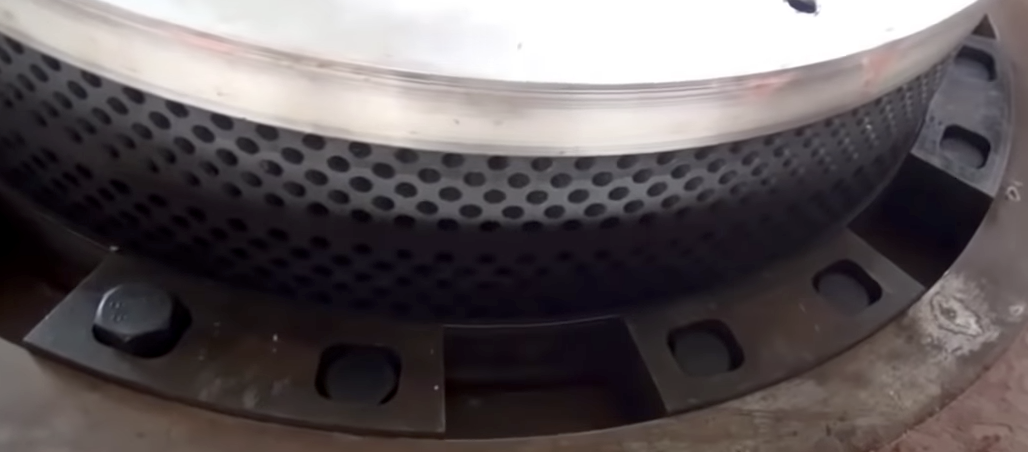
Para la fijación de la matriz anular fija, generalmente se usan métodos más simples ya que hay mucho espacio en el marco del peletizador. El método más popular es la inserción de cuñas alrededor del perímetro. Este es el método más efectivo para ahorrar recursos, siempre que haya suficiente rigidez en el cuerpo, que se fabrica a partir de una placa con un recorte cónico adherido a la caja de engranajes.