The selection of equipment within the pelleting line is based on the quantity and types of raw materials, the number of working shifts, energy supply conditions, and the types of available fuel. The fastest payback is typically achieved with 24/7 operation. This is not only due to the average monthly production volume but also the stability of operating parameters. With single-shift operation, especially when a drying complex is involved, daily heating and cooling can adversely affect the furnace condition, the support stands of the drying drum, and the lifespan of large bearings in the pressing unit and other equipment, where operating temperatures significantly differ from the outside air. Furthermore, complete heating of the drying drum occurs within 2-4 hours, and during this time, it is challenging for the operator to maintain the moisture content of the raw material within specified limits, potentially leading to quality and productivity loss. Thus, the first two hours and the last hour of each shift effectively result in reduced productivity, while all drives consume electricity and personnel is paid hourly, and little production is achieved.
The section on primary calculations already described approaches to calculating raw material and product volumes, as well as the impact on the overall picture of both raw material shortages and the risk of accumulating sawdust or shavings in the facility area. After conducting these calculations, one can proceed directly to the equipment layout.
| Section Name | Types of Raw Materials by Fraction and Moisture Content | |||||
|---|---|---|---|---|---|---|
| Dry Sawdust | Dry Chips | Pallets | Wet Sawdust | Wet Chips | Slab | |
| Primary Milling | • | • | ||||
| Secondary Milling | • | • | • | • | ||
| Drying Complex | • | • | • | |||
| Pelleting | • | • | • | • | • | • |
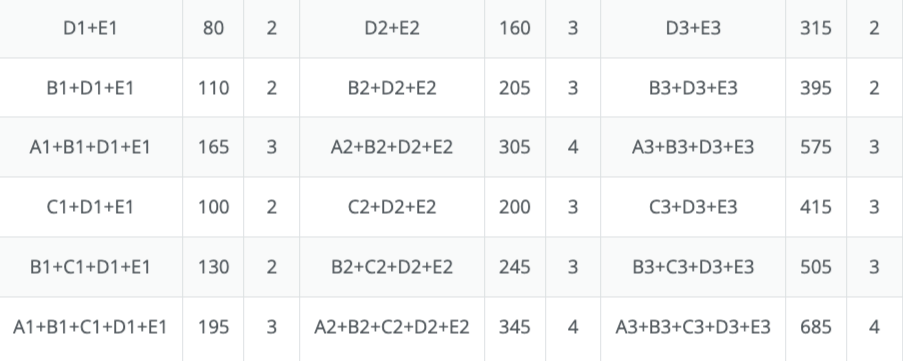
As seen from the table, the larger and more humid the raw material, the more processing stages are required, and consequently, higher capital expenditures per unit of output. For example, when processing slabs, a full-fledged complex with a lot of equipment is needed, which is unlikely to be profitable with low production rates. A silver lining in this situation is that doubling the equipment's output only leads to a 1.5 times increase in price. In other words, the higher the productivity, the more advantageous the deeper and multi-stage processing becomes. The same ratio is observed between the prices of consumables and productivity, at least concerning dies, shells, and bearings.
If this pattern is not observed in certain sections, you should closely examine the prices of individual units that perform the same function but differ in capacity. Both overpricing and underpricing are generally negative signs. An underpriced machine might mean that a more powerful drive was added to the same unit, but the rest of the structure is not meant for such loads. In such cases, the equipment will only show normal performance in the initial days for commissioning. Later, frequent repairs may force a reduction in its capacity, thereby affecting the entire plant. This is common with pellet mills where, with the same die size and motor power, the price can vary 2-3 times. The key lies in what is between the motor and the die and what torque it is designed for. Reliable pellet mills with the same die and motor might differ in price by about 20% if one uses a gearbox and the other uses a belt drive. A significantly lower price with the same die and motor power frequently indicates a misconfiguration: either a feeble and breakdown-prone gearbox or a belt drive operating at its limit, causing shutdowns with each unexpected drop in wood moisture. Belts work reasonably well near nominal load for feed mills and use relatively lightweight gearboxes. Shifting from feed to biofuel is disastrous for pellet mills and hammer mills, yet it allows unscrupulous sellers to gain windfall profits and undercut honest manufacturers.
Seemingly normal is a 50-70% price rise for substituting a gearbox with a direct drive from a low-speed motor, which doesn't significantly inflate the cost of the entire complex but offers clear advantages in reliability and operational stability of the entire plant. However, if essentially similar pellet mills with the same type of drive undergo disproportionate price increases with incremental productivity, it's worth considering installing larger numbers of machines instead of one giant one. The reason is that overly large machines are relatively exclusive in terms of parts manufacturing capabilities. Metalworking becomes disproportionately expensive from a certain size. Moreover, using 2-3 similar machines managed by one person from a central control panel is more flexible amid varying raw material supply rates and quality. Such setups make it easier to maintain uninterrupted production as preventive maintenance on one machine still permits continued output at reduced rates.