


 Крепление кольцевой подвижной матрицы осуществляется различным способом в зависимости от модели гранулятора. Сложность и особенность этого места гранулятора в том, что есть ограниченность в диаметре и без того широкой план-шайбы при ее работе на растяжение, а нагрузки этого соединения практически максимальные во всем агрегате. При цилиндрической посадке матрицы в план-шайбу ее фиксируют хомутами снаружи. На матрице и крае план-шайбы предусмотрены конические поверхности с углом скоса 12…15°. Хомут имеет аналогичную ответную часть, которая при одевании и затягивании гаек притягивает матрицу. Основную нагрузку на себя принимает цилиндрическая посадка, а хомут лишь придерживает части в нужном положении и обычно не способен на себя принимать значительных нагрузок, передаваемых от вальцов.
Крепление кольцевой подвижной матрицы осуществляется различным способом в зависимости от модели гранулятора. Сложность и особенность этого места гранулятора в том, что есть ограниченность в диаметре и без того широкой план-шайбы при ее работе на растяжение, а нагрузки этого соединения практически максимальные во всем агрегате. При цилиндрической посадке матрицы в план-шайбу ее фиксируют хомутами снаружи. На матрице и крае план-шайбы предусмотрены конические поверхности с углом скоса 12…15°. Хомут имеет аналогичную ответную часть, которая при одевании и затягивании гаек притягивает матрицу. Основную нагрузку на себя принимает цилиндрическая посадка, а хомут лишь придерживает части в нужном положении и обычно не способен на себя принимать значительных нагрузок, передаваемых от вальцов.
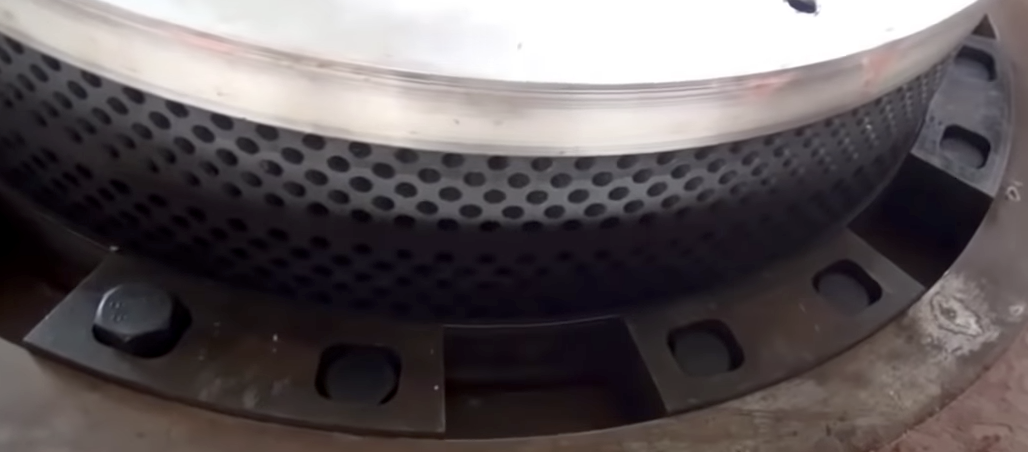
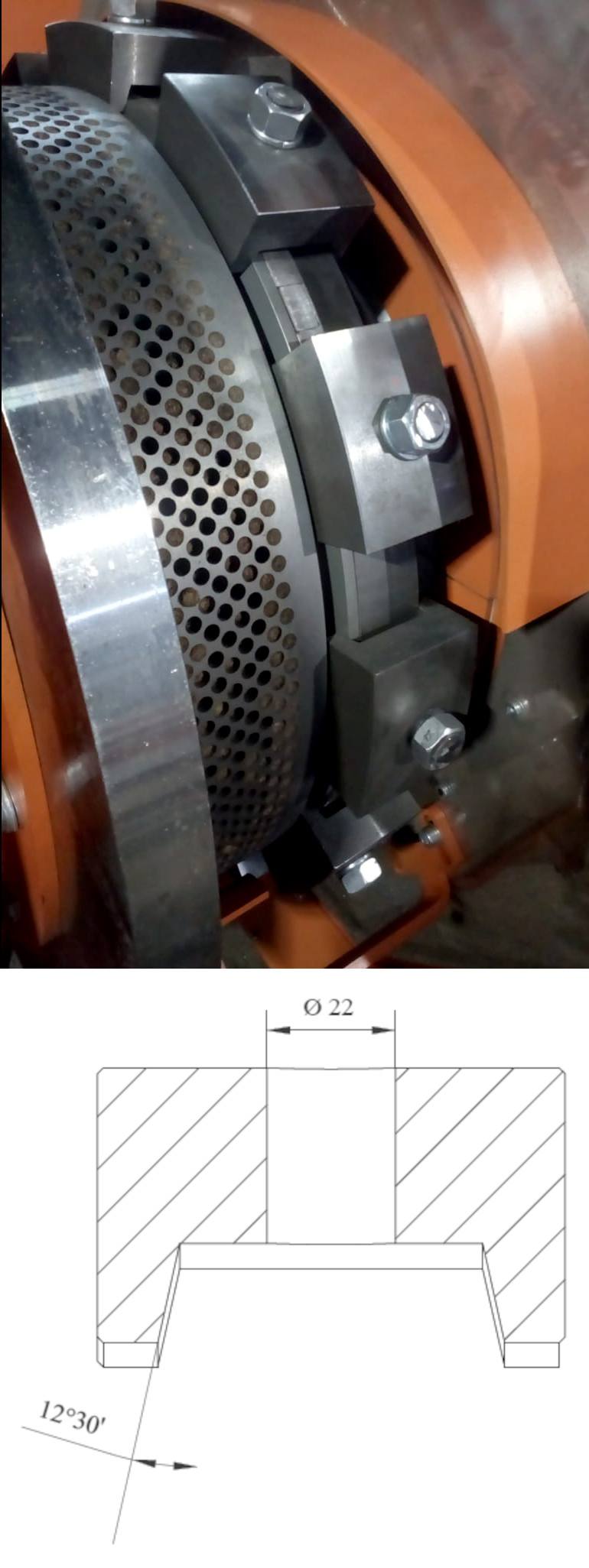 Существует два типа хомутов: кольцевые с тангенциальным крепежом и сегментные с радиальными шпильками. Кольцевые состоят из двух или трех частей и стягиваются между собой соответственно двумя или тремя болтами. Это самый слабый вариант, и такие хомуты являются расходником, так как их хватает на 3-5 замен матриц. Сегментные хомуты притягиваются индивидуальными шпильками и являются более надежными. Такой вариант уже забирает на себя часть нагрузки, и резко снижает износ план-шайбы, являющейся почти самой дорогой деталью гранулятора. На некоторых американских грануляторах каждый сегмент крепится тремя шпильками: одна посередине имеет трапециевидную резьбу и служит для максимального усилия заклинивания хомута, а две другие фиксируют сегмент, препятствуя микросмещениям и износу от микропиттинга. На фото справа крепление матрицы ГРАЧ-480 сегментными хомутами, причем не каленных шпилек М20 хватает, чтобы при чрезмерной затяжке гаек деформировать матрицу.
Существует два типа хомутов: кольцевые с тангенциальным крепежом и сегментные с радиальными шпильками. Кольцевые состоят из двух или трех частей и стягиваются между собой соответственно двумя или тремя болтами. Это самый слабый вариант, и такие хомуты являются расходником, так как их хватает на 3-5 замен матриц. Сегментные хомуты притягиваются индивидуальными шпильками и являются более надежными. Такой вариант уже забирает на себя часть нагрузки, и резко снижает износ план-шайбы, являющейся почти самой дорогой деталью гранулятора. На некоторых американских грануляторах каждый сегмент крепится тремя шпильками: одна посередине имеет трапециевидную резьбу и служит для максимального усилия заклинивания хомута, а две другие фиксируют сегмент, препятствуя микросмещениям и износу от микропиттинга. На фото справа крепление матрицы ГРАЧ-480 сегментными хомутами, причем не каленных шпилек М20 хватает, чтобы при чрезмерной затяжке гаек деформировать матрицу.
При резкой подаче влажного и холодного сырья в перегретую матрицу она может охладиться до 20..30°С, а план-шайба останется около 100°С. Охлаждение матрицы приводит к уменьшению ее диаметра на 0.2-0.3мм и появляется люфт в креплениях, слышны удары по шпонке матрицы в такт вращения. Это явление приводит к быстрому износу посадочных диаметров и даже обламыванию шпонки. Даже новая матрица при таком люфте может дать трещину, принеся внезапные убытки. Самый простой способ избежать такого явления – сделать посадку с натягом 0.2мм, чтобы при остывании матрицы не появлялось прослабления посадки в план-шайбу. Для установки матрицы требуется нагрев план-шайбы до 80-90°С, то есть примерно на 70°С больше, чем температура матрицы. Замена производится проще: на старой матрице прогревают гранулятор до рабочих температур, снимают старую матрицу и сразу же в горячую план-шайбу ставят новую холодную матрицу. Извлечение матрицы оказывается довольно простым при использовании двух встречных клиньев в свободном шпоночном пазу.
 Побороться с последствиями перепада температур помогает коническая посадка матрицы. В конус план-шайбы матрица втягивается болтами, а ее перпендикулярность оси вала контролируется микрометрическим индикатором. Процесс установки может занимать до 2 часов, но это более щадящий и предсказуемый вариант. Извлечение производится выдавливанием через специальные отверстия в план-шайбе. Такие матрицы обычно изготавливают симметричными, поэтому посадка усиливающего кольца с передней стороны производится таким же образом. Кроме того, при неравномерном износе ближних и дальних рядов матрицу можно переворачивать при каждой замене вальцев без процедуры выравнивания и восстановления трека.
Побороться с последствиями перепада температур помогает коническая посадка матрицы. В конус план-шайбы матрица втягивается болтами, а ее перпендикулярность оси вала контролируется микрометрическим индикатором. Процесс установки может занимать до 2 часов, но это более щадящий и предсказуемый вариант. Извлечение производится выдавливанием через специальные отверстия в план-шайбе. Такие матрицы обычно изготавливают симметричными, поэтому посадка усиливающего кольца с передней стороны производится таким же образом. Кроме того, при неравномерном износе ближних и дальних рядов матрицу можно переворачивать при каждой замене вальцев без процедуры выравнивания и восстановления трека.
 Иногда эти способы комбинируют, применяя матрицу с цилиндрической посадкой и коническую посадку в план-шайбе. При этом между ними вставляется кольцо с сечением в виде прямоугольной трапеции, которое является расходником, уберегающим дорогой вал от износа.
Иногда эти способы комбинируют, применяя матрицу с цилиндрической посадкой и коническую посадку в план-шайбе. При этом между ними вставляется кольцо с сечением в виде прямоугольной трапеции, которое является расходником, уберегающим дорогой вал от износа.
Для крепления неподвижной кольцевой матрицы обычно применяют более простые способы, так как на раме гранулятора полно места. Самый популярный способ – заглубление клиньев по периметру. Это максимально ресурсный способ при достаточной жесткости корпуса, который изготавливают из плиты с коническим вырезом, прикрученной к редуктору.





